|
2021/7
No.153 |
1. 姫摢尵 | 2. VR媄弍傪棙梡偟偨儕儌乕僩憶壒應掕 | 3. 壒嬁幃梕愊寁丒懱愊寁 | |||
|
|
丂 | |||||
丂丂 丂丂亙媄弍曬崘亜
![]() 丂壒嬁幃梕愊寁丒懱愊寁
丂壒嬁幃梕愊寁丒懱愊寁
儕僆儞姅幃夛幮丂 寁應婍塩嬈媄弍壽丂丂堜丂钀丂 岾丂恗
侾丏偼偠傔偵
丂摉幮偼丄壒傪巊梡偟偰懱愊傑偨偼梕愊傪應掕偡傞乽壒嬁幃梕愊寁丒懱愊寁1乯乿傪惢憿斕攧偟偰偄傞丅埲屻丄杮婍偲婰弎偡傞丅
丂屆偔偐傜尰戙傑偱丄懱愊應掕朄偲偟偰偼丄乽暔懱偼棳懱偺拞偱偼偦偺攔彍偟偨棳懱偺廳偝偩偗寉偔側傞乿偲偄偆傾儖僉儊僨僗朄傪婎杮尨棟偲偡傞庤朄偑懡偔嵦傜傟偰偄傞丅傑偨丄梕愊應掕偵偮偄偰偼丄乽桘側偳偺塼懱傪嬻寗晹暘偵棳偟崬傒丄偦偺検傪應傞乿偲偄偆價儏儗僢僩朄偑堦斒揑偵巊傢傟偰偒偨丅偨偩偟丄偄偢傟偺庤朄傕塼懱偺巊梡偑昁恵偱偁傞偑備偊偺嶌嬈惈偺抁強偑壽戣偲側傞丅
丂杮婍偼偦傟傜傪崕暈偡傞挿強偑偁傝丄偦偺偆偪摿昅偡傋偒偙偲傪係揰楍嫇偡傞丅
丂1) 懳徾暔傪擥傜偝偢丄姡憞忬懺偱應掕壜擻
丂2) 應掕偵梫偡傞帪娫偑嬌傔偰抁偄
丂3) 憖嶌偑娙扨偱弉楙媄弍偼晄梫
丂4) 孞傝曉偟惛搙偑崅偄
丂摿偵丄忋婰1)偼丄應掕屻偵懳徾暔傪姡憞偝偣傞岺掱傪晄梫偵偟偨偙偲丄擥傜偟偰偼搒崌偺埆偄懳徾暔偺應掕傪壜擻偵偟偨偙偲偐傜丄嵟戝偺挿強偱偁傞丅
丂忋婰2)偼丄岺嬈寁應慡斒偵梫媮偝傟傞應掕帪娫偺抁弅壔傪幚尰偟偰偄傞丅峑惓嶌嬈屻丄捈偪偵梕愊丒懱愊偺應掕偑壜擻偱偁傝丄懳徾暔偵愝抲偟偰偐傜栺俀昩偱應掕抣傪摼傞偙偲偑偱偒傞丅
丂忋婰3)偼丄嶌嬈幰偺弉楙搙偵埶懚偟側偄應掕曽朄傪幚尰偟偰偄傞丅摉幮偺媄弍幰偱傕丄應掕嬈柋偺弶怱幰偱偁偭偰傕丄揔愗側庤弴傪摜傔偽應掕寢壥偼摨堦偲側傞丅
丂傑偨丄忋婰4)偼丄懳徾暔梕愊丒懱愊偵懳偟亇 0.1 % 埲撪偺孞傝曉偟惛搙傪幚尰偟偰偍傝丄惛搙梫媮偑旕忢偵尩偟偄帺摦幵娭楢儊乕僇乕偱傕暋悢婇嬈偱嵦梡偝傟偰偄傞丅
丂杮夝愢偱偼丄杮婍偺應掕尨棟丄婡擻丄應掕庤弴丄應掕帠椺側偳偵偮偄偰弎傋傞丅
俀丏應掕尨棟
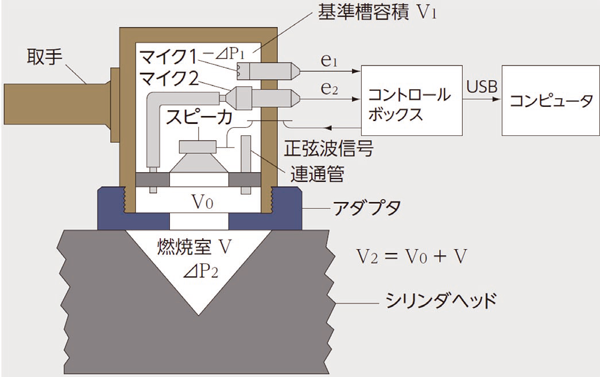
丂杮婍偼恾侾偵帵偡傛偆側俀憛峔憿傪偟偰偍傝丄婎弨憛偲應掕憛偺娫偺僗僺乕僇傪惓尫攇偱嬱摦偡傞偲丄擇偮偺憛偵偼愨懳抣偑摍偟偔晞崋偑斀懳偺旝彫懱愊曄壔偑梌偊傜傟傞丅婎弨憛撪偺嬻婥偑儮
V 偩偗抐擬曄壔偟偨偲偡傞偲丄婎弨憛偲應掕憛偵偼旝彫埑椡曄壔丄儮P1 偍傛傃儮 P2 偑惗偠丄埲壓幃偺傛偆側娭學偲側傞丅
丂乮埑椡乯亊乮懱愊乯兞 = 堦掕丂傛傝嬤帡揑偵
丂丂儮P1 / P0 = 兞丒儮V / V1
丂丂儮P2 / P0= 兞丒儮V / V2
丂丂丂丂丂P0丗憛撪偺惷埑
丂丂丂丂儮P1丗婎弨憛撪偺旝彫埑椡曄壔
丂丂丂丂儮P2丗傾僟僾僞撪偲懳徾暔傪崌傢偣偨嬻娫偺旝彫埑椡曄壔
丂丂丂丂丂V1丄V2丄V0丗恾侾傪嶲徠
丂丂丂丂丂兞丗嬻婥偺斾擬斾乮亖 1.4乯
丂偑惉傝棫偮丅忋幃傛傝V2 偼師幃偲側傞丅
丂丂丂V2 = V1丒儮P1 / 儮P2
丂丂傛偭偰丄懳徾暔偺梕愊V 偼師幃偱嶼弌偱偒傞丅
丂丂丂V = V2 亅 V0 = V1丒儮P1 / 儮P2 亅 V0
丂丂V1丄V0偼峑惓帪偵嶼弌偝傟傞抣偱偁傝丄堦掕偱偁傞丅儮P1 / 儮P2 偼婎弨憛偲應掕憛偺埑椡曄壔偺斾偱偁傝丄奺乆偺埑椡曄壔傪婎弨憛撪偺儅僀僋儘儂儞偱専弌偡傞偙偲偱丄懳徾暔偺梕愊丒懱愊偑應掕偱偒傞丅
 |
|
恾侾丂壒嬁幃梕愊寁偺抐柺恾丄僽儘僢僋恾
|
俁丏應掕庤弴
丂丂應掕偼埲壓偺捠傝丄娙扨側庤弴偱峴偆偙偲偑偱偒傞丅
丂1) 愙懕丄揹尮偺搳擖
丂2) 應掕忦審偺愝掕
丂3) 峑惓
丂4) 應掕
丂5) 應掕寢壥偺僼傽僀儖曐懚
丂傑偢偼丄婎弨憛丄僐儞僩儘乕儖儃僢僋僗丄僐儞僺儏乕僞偺娫偺愙懕傪峴偄丄揹尮偺搳擖丄僜僼僩僂僃傾偺婲摦傪峴偆丅
丂師偵應掕偵昁梫側愝掕傪峴偆丅梕愊寁丒懱愊寁偺儌乕僪慖戰丄僗僺乕僇偐傜敪惗偡傞壒偺廃攇悢丄怣崋憹暆搙摍偺愝掕偱偁傞丅
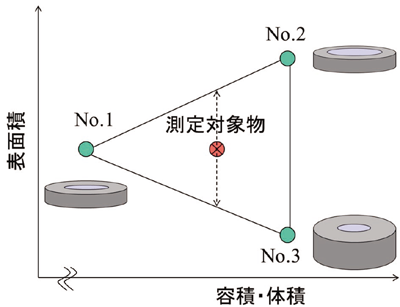
丂杮婍偼丄梕愊傑偨偼懱愊偑婛抦偺峑惓婍偱偁傞昗弨梕愊婍丒昗弨懱愊婍傪巊梡偟偰峑惓偟丄偦偺寢壥偲偺斾妑偵傛傝懳徾暔偺枹抦偺梕愊丒懱愊傪應掕偡傞庤朄偱偁傞偨傔丄應掕慜偺峑惓偼昁恵偱偁傞丅峑惓婍偼捠忢丄梕愊丒懱愊偑堎側傞俀戜偲偦傟傜偲昞柺愊偑戝偒偔偙偲側傞侾戜偺崌寁俁戜偱峔惉偝傟傞丅恾俀偼墶幉傪梕愊傑偨偼懱愊丄廲幉傪昞柺愊偲偟偰丄俁戜偺峑惓婍偱應掕偱偒傞梕愊丄昞柺愊偺斖埻傪帵偟偨傕偺偱偁傝丄懳徾暔偺梕愊丄昞柺愊偑斖埻撪偱偁傟偽丄宍忬偺塭嬁傪庴偗偢偵應掕偑偱偒傞丅
 |
|
恾俀丂峑惓婍偲應掕懳徾暔偺梕愊丒懱愊偲昞柺愊
|
丂椺偊偽丄梕愊丒懱愊偑45 cm3 偱偁傞懳徾偺應掕偵偼丄昞柺愊偑戝偒偄40 cm3丄50 cm3丄昞柺愊偑彫偝偄50 cm3峑惓婍傪巊梡偡傞丅梕愊丒懱愊偼婛抦偱傕昞柺愊偼攃埇偝傟偰偄側偄懳徾暔偑戝敿偱偁傞偨傔丄昞柺愊偺斖埻傪戝偒偔偲傞偙偲丄傑偨丄斾妑揑嬤愙偡傞梕愊丒懱愊偺斖埻偱斾妑傪峴偆偨傔偵丄梕愊丒懱愊偺斖埻傪5乣10
cm3掱搙偵偡傞偙偲偑丄峑惓婍傪愝寁丒惢嶌偡傞忋偱廳梫偲側傞丅
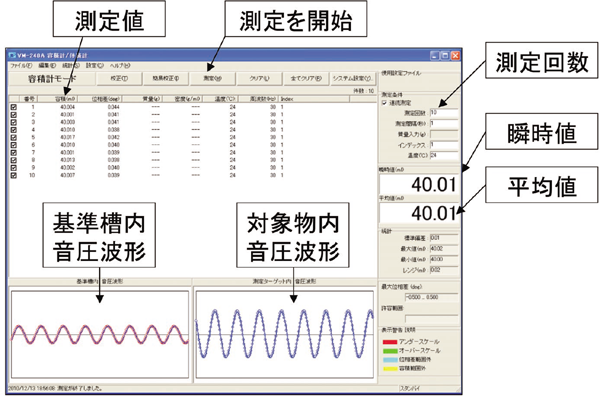
丂峑惓屻偼懄嵗偵應掕偑偱偒傞丅恾俁偼應掕夋柺偺椺偱偁傞丅栺俀昩娫妘偱應掕偺弖帪抣傪昞帵偡傞丅楢懕應掕傪峴偄丄嶼弍暯嬒抣偺昞帵傕偱偒傞丅
丂應掕寢壥偼丄揹巕僼傽僀儖偵偰曐懚丄傑偨偼報嶞偡傞偙偲偱曐娗偡傞丅
 |
|
恾俁丂應掕夋柺椺
|
係丏應掕帠椺
4.1 僔儕儞僟僿僢僪丄僺僗僩儞偺梕愊應掕
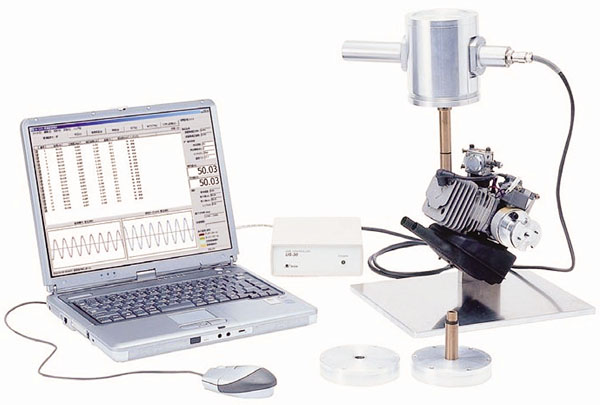
丂杮婍偺應掕懳徾偲偟偰丄嵟傕梡搑偑懡偄偺偑帺摦幵僄儞僕儞偺僔儕儞僟僿僢僪偺擱從幒偺梕愊應掕偱偁傞丅恾係偺傛偆偵擱從幒僉儍價僥傿偵婎弨憛傪嵹偣傞偩偗偱擱從幒偺梕愊應掕偑偱偒傞丅擱從幒偺梕愊偼攔婥検丄埑弅斾側偳僄儞僕儞偺惈擻丄傑偨丄朄椷偵傕戝偒偔娭學偡傞偨傔丄應掕惛搙偺梫媮偑旕忢偵尩偟偄丅偦偺拞偱杮婍偼懡悢偺帺摦幵娭楢儊乕僇乕傪偼偠傔丄帺摦擇椫幵丄彫宆慏敃儊乕僇乕偱傕摫擖幚愌偑偁傞丅
丂傑偨丄僺僗僩儞忋晹偺偔傏傒傪條乆側宍忬偵偡傞偙偲偱僄儞僕儞惈擻傪夵慞偡傞媄弍偑偁傝丄偦偺梕愊應掕梡搑偵傕杮婍偑摫擖偝傟偰偄傞丅
 |
|
恾係丂僔儕儞僟僿僢僪偺梕愊應掕椺
|
4.2 慻棫嵪傒僄儞僕儞擱從幒偺梕愊應掕
丂庡偵丄僺僗僩儞偑忋巰揰偵偁傞偲偒偺擱從幒偺梕愊應掕梡搑偵巊梡偝傟偰偄傞乮恾俆乯丅
丂慻棫嵪傒偺僄儞僕儞偱偼丄愱梡傾僟僾僞偱婎弨憛傪揰壩僾儔僌儂乕儖偵楢寢偡傞偙偲偱丄擱從幒偺梕愊傪應掕偡傞丅揰壩僾儔僌偼懡庬椶偺偨傔丄懳徾偺僄儞僕儞偵崌傢偣偰丄偦偺僱僕僒僀僘丄挿偝偵崌傢偣偰愱梡傾僟僾僞偺惢嶌偑昁恵偱偁傞丅杮婍偼懳徾暔傪擥傜偝偢僪儔僀側忬懺偱應掕偱偒傞偙偲偐傜丄僄儞僕儞偺惢憿偁傞偄偼惍旛側偳偺偁傜備傞岺掱偵偍偄偰丄慻棫忬懺偺傑傑偱梕愊應掕偑偱偒傞丅
 |
|
恾俆丂慻棫嵪傒僄儞僕儞偺梕愊應掕椺
|
4.3 岺嬈晹昳丄暘摵偺懱愊應掕
丂懱愊偑婯掕偺斖埻撪偱偁傞偙偲傪攃埇偡傞偙偲偑昁恵偺岺嬈晹昳偺應掕偵巊梡偝傟傞乮恾俇乯丅偼傔崌偄晹暘偵慻傒崬傑傟傞晹昳摍偼丄宍忬偑惓妋偱偁傞偙偲偑廳梫偵側傞偑丄偦偺攃埇偼媄弍揑偵崲擄偱偁傞丅偨偩偟丄杮婍偱懱愊傪應掕偟偨寢壥丄婯掕斖埻奜偺傕偺偼宍忬傕婯掕奜偱偁傞壜擻惈偑崅偄偙偲偐傜丄晄椙昳偲偟偰恦懍偵敾暿偱偒傞丅
丂崙嵺朄掕寁検乮OIML乯婯奿偺惛枾側暘摵偼丄嬻婥晜椡偺曗惓偑昁梫偱偁傝丄偙傟偵偼暘摵偺枾搙應掕偑昁恵偲側傞丅JIS B 7609 : 2008
暘摵亅晬懏彂B2)偵壒嬁幃懱愊寁偵傛傞應掕朄偑婰嵹偝傟偰偍傝丄塼懱偵傛傞暘摵偺墭愼丄幙検偺埨掕惈偵塭嬁偑側偄偙偲摍丄壒嬁幃偺挿強偑柧婰偝傟偰偄傞丅傑偨丄悈拞傂傚偆検朄偵傛偭偰峑惓偝傟偨懱愊偺嶲徠暘摵傪峑惓婍偲偟偰梡偄丄嬌傔偰彫偝偄憡懳晄妋偐偝偱懱愊應掕偑幚尰偱偒傞偙偲傕柧婰偝傟偰偄傞丅
 |
|
恾俇丂堦斒岺嬈晹昳偺懱愊應掕椺
|
俆丏偍傢傝偵
丂杮婍偺峑惓婍偼丄崙壠昗弨偵僩儗乕僒僽儖側傕偺偲偟偰惢憿偟偰偍傝丄偦傟傜傪巊梡偟偰峑惓偡傞偑丄杮婍偱懳徾暔傪應掕偟偨偲偒偺惛搙偵偮偄偰敾抐偡傞偺偼旕忢偵擄偟偄丅懳徾暔偑僔儕儞僟僿僢僪擱從幒偺傛偆偵暋嶨宍忬偵側傞偲峏偵擄偟偔側傞丅偨偩偟丄帺摦幵嬈奅傪庡偲偟偨丄梕愊丒懱愊偺應掕傪廳帇偡傞儊乕僇乕偼丄偐偹偰偐傜崅惛搙側應掕婍丄應掕媄弍傪帩偭偰偍傝丄杮婍偱偺應掕寢壥偲偺斾妑丄専徹偐傜丄杮婍偺桳岠惈傪敾抐偟偨忋偱摫擖偡傞応崌偑戝敿偱偁傞丅偦偺偨傔丄杮婍偼懡悢儐乕僓乕偺嫤椡傪嬄偓側偑傜丄條乆側懳徾暔偺應掕惛搙偵偮偄偰専徹偝傟偰偒偨宱堒偑偁傞丅偙偺応傪庁傝偰儐乕僓乕偵姶幱偟偨偄丅
丂偙偙10 擭掱搙丄擔杮崙撪偼傕偲傛傝奀奜偱偺杮婍偺廀梫偑憹壛孹岦偵偁傝丄僌儘乕僶儖偵揥奐偟偰偄傞丅
丂杮婍偼丄嶌嬈惈丄孞傝曉偟惛搙偵崅偄桪埵惈傪傕偮應掕婍偱偁傞偙偲偼慜弎偺捠傝偱偁傝丄崱屻傕偦偺摿挿傪妶偐偟偨梕愊丒懱愊偺應掕偱桳岠妶梡偝傟傞偙偲傪婅偆丅
丂傑偨丄摉幮偼2021 擭係寧偐傜壒嬁丒怳摦寁應傪巟墖偡傞僒乕價僗傪奐巒偟偨丅杮婍傕偦偺懳徾偱偁傝丄梕愊丒懱愊偺寁應傪僒億乕僩偡傞偙偲偱丄偍媞條偺壽戣夝寛偵峷專偱偒傟偽岾偄偱偁傞丅
嶲峫暥專
1) 堜钀丂憶壒惂屼Vol.38 No.1(2014)丂壒嬁幃梕愊寁丒懱愊寁
2) JIS B 7609 : 2008 暘摵亅晬懏彂B